3D-печать — одна из самых революционных технологий 21-го века.st века, и он неуклонно меняет способы создания, проектирования и строительства вещей. Поэтому неудивительно, что индустрия 3D-печати является одной из наиболее важных отраслей для розничной торговли.
Однако многим покупателям может быть сложно быть в курсе различных инноваций в технологии 3D-печати. В этой статье будут обсуждаться семь ключевых технологий, которые необходимо знать, и даются важные советы по выбору правильного процесса печати.
Содержание
Что такое 3D-печать?
Обзор индустрии 3D-печати
7 видов технологий 3D-печати
Как выбрать правильный процесс 3D-печати
Заключение
Что такое 3D-печать?
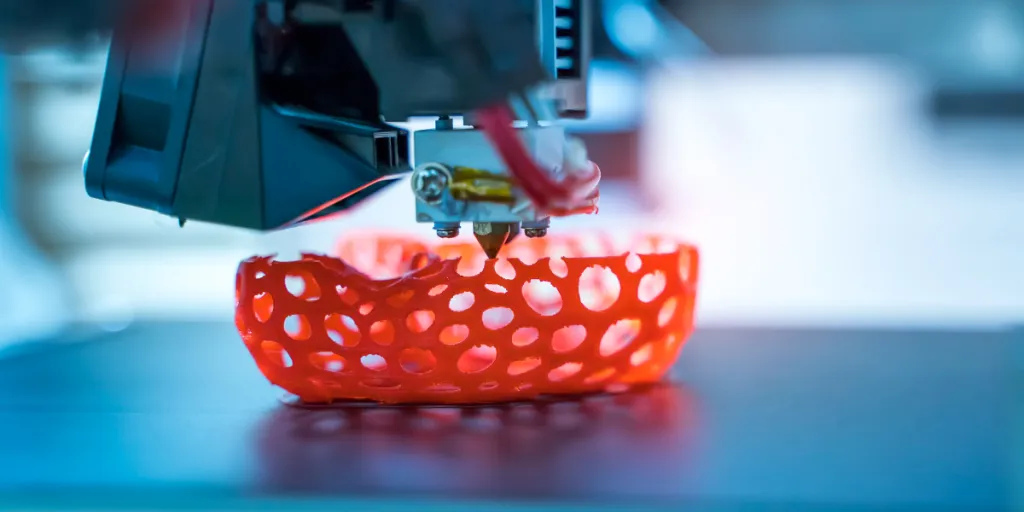
3D-печать — это часть процесса, известного как аддитивное производство, при котором объект создается путем добавления материала слой за слоем. Хотя этот процесс используется в крупном производстве для создания автомобильных деталей или компонентов реактивных двигателей, его также можно использовать дома или в коммерческих целях с использованием мелкосерийного оборудования. 3D принтеры.
Первый шаг в 3D-печати включает в себя создание чертежа объекта, который будет напечатан. Когда у пользователя есть 3D-проект, он отправляет его на принтер, который получает данные, протягивает материал через трубку, плавит его и помещает на пластину, где он мгновенно охлаждается. 3D-объект создается путем наслаивания, поскольку принтер добавляет по одному слою материала до тех пор, пока не появится полностью сформированная структура.
Обзор индустрии 3D-печати
Рынок 3D-печати демонстрирует устойчивый рост. В 2023 году мировой рынок достиг оценки в 20.67 миллиардов долларов США – ожидается, что к 91.8 году эта цифра вырастет до 2032 млрд долларов США. Аналитики рынка ожидают, что этот рост произойдет при среднегодовом темпе роста (CAGR) 18.92%.
Развитие цифровых технологий влияет на развитие индустрии 3D-печати, которая идеально подходит для современного производства. Многие страны уже внедрили 3D-печать, при этом Соединенные Штаты станут лидером по расходам на покупку 3D-принтеров в 2023 году, на их долю придется более 34% доли рынка. Поскольку спрос на технологии 3D-печати продолжает расти, компании, которые приобретают подходящие инструменты для 3D-печати, готовы извлечь выгоду из огромного рынка.
7 видов технологий 3D-печати
В мире практически используется несколько типов технологий 3D-печати. Понимание этих типов может помочь ритейлерам принимать обоснованные решения при хранении товаров и расширять выбор продукции в зависимости от спроса. Они включают в себя следующее:
1. Стереолитография (SLA)
стереолитографии, или SLA, — это процесс 3D-печати, в котором используется лазер для отверждения жидкой смолы в затвердевший пластик. Перевернутое или инвертированное стерео является наиболее распространенной системой SLA.
В зависимости от машины смола заливается в резервуар пользователем или автоматически дозируется из картриджа.
В начале печати на смолу опускается построенная платформа, оставляя лишь тонкий слой жидкости между поверхностью здания и дном резервуара.
Прозрачное стекло на дне резервуара со смолой позволяет гальванометрам управлять УФ-лазером, рисуя поперечное сечение 3D-модели и выборочно затвердевая материал. Отпечаток создается последовательными слоями, каждый толщиной менее 100 микрон.
После нанесения слоя платформа снова опускается, и деталь отделяется от дна резервуара, чтобы свежая смола стекала под нее.
Первоначально разработанный в 80-х годах, SLA до недавнего времени применялся только к крупным промышленным машинам. Сегодня настольная литография предлагает доступную 3D-печать с высоким разрешением, которая удобно вписывается в рабочее пространство пользователя.
SLA позволяет использовать широкий спектр материалов с разнообразными физическими свойствами. Будь то инженер, дизайнер, скульптор, ювелир или дантист, материал для их применения найдется.
2. Цифровая обработка света (DLP).

In цифровая обработка света или DLP, фактический процесс отверждения и изготовления 3D-объекта такой же, как и 3D-печать SLA, за исключением одного отклонения. В стереолитографии используется лазер для проецирования трехмерной копии объекта на поверхность резервуара, создавая слой поверх другого.
В случае цифровой обработки света лазер заменяется дуговой лампой или источником света. Свет проецируется в форме желаемой формы на поверхность жидкого полимера, и конкретный жидкий полимер легко затвердевает, что делает формирование формы менее трудоемким, чем при использовании лазера. Результатом является более быстрый процесс 3D-печати, чем SLA.
Для цифровой обработки света используются различные материалы, такие как нейлон, АБС-пластик и термопласты. Поэтому он универсален. Он также производит различные формы, используя печать снизу вверх с высоким разрешением.
3. Моделирование наплавленного осаждения (FDM)

В этом процессе многослойной аддитивной 3D-печати используются термопластические материалы промышленного класса для изготовления как прототипов, так и деталей конечного использования.
Известно, что эта технология позволяет точно создавать детали и имеет превосходное соотношение прочности и веса. Он идеально подходит для концептуальных моделей, функциональных прототипов, вспомогательных средств производства и деталей конечного использования в небольших объемах.
Ассоциация Процесс FDM начинается с «разрезки» данных 3D CAD на слои. Затем данные передаются в машину, которая строит деталь слой за слоем на сборочной платформе.
Для создания поперечного сечения каждой детали используются тонкие нитевидные катушки из термопласта и опорного материала. Подобно пистолету для клея-расплава, размотанный материал медленно выдавливается через сопла с двойным нагревом. Сопла с точностью накладывают как основу, так и материал для 3D-печати на предыдущие слои.
Экструзионное сопло продолжает двигаться в горизонтальной плоскости XY, в то время как сборочная платформа движется вниз, создавая деталь слой за слоем. Пользователь снимает готовую деталь со строительной платформы и очищает ее опорный материал.
Детали RAW FDM имеют видимые линии слоев. Для создания гладких деталей с ровной поверхностью можно использовать несколько вариантов отделки, таких как ручная шлифовка, сборка или косметическая покраска.
Хотя детали FDM изготовлены из термопластов, таких как ABS, поликарбонат и ультем, они одновременно функциональны и долговечны.
4. Селективное лазерное спекание (SLS)
SLS-печать — это лазерная порошковая печать, в которой в качестве сырья вместо нити или смолы используется порошок. Процесс печати начинается с опускания резервуара для порошка и заполнения его термопластичным порошком, обычно нейлоном.
Частицы, входящие в состав порошка, имеют округлую форму, диаметром менее 100 микрон и гладкой текстурой. Это позволяет распределить порошок тонким и плотным слоем, что важно для успеха SLS-печати.
Перед началом печати порошок нагревается чуть ниже температуры плавления с помощью нагревательных спиралей и, в некоторых случаях, инфракрасные лампы. Порошок поддерживается при этой температуре на протяжении всей печати, чтобы лазеру было легче плавить порошок, поскольку для этого потребуется небольшое количество энергии. Это также предотвращает деформацию напечатанной детали из-за температурных градиентов.
Распределитель порошка, такой как лезвие или валик, создает тонкий равномерный слой на рабочей платформе; затем лазер выборочно нагревает участки области сборки, чтобы плавить порошок с заданной геометрией. Эта часть повторяется, причем каждая деталь становится выше после каждого слоя.
Должно быть ясно, что если в порошке есть дефекты или артефакты, эти дефекты перенесут непосредственно на деталь, что приведет к ухудшению механических свойств или возможному сбою печати. Вот почему важны гладкие, равномерные слои.
Когда все идет хорошо, невнесенный порошок полностью покрывает напечатанную деталь. Это означает, что для SLS-печати не требуется вспомогательный материал; любая геометрия может быть напечатана. Единственное ограничение: должно быть достаточно места для удаления рассыпчатого порошка после печати.
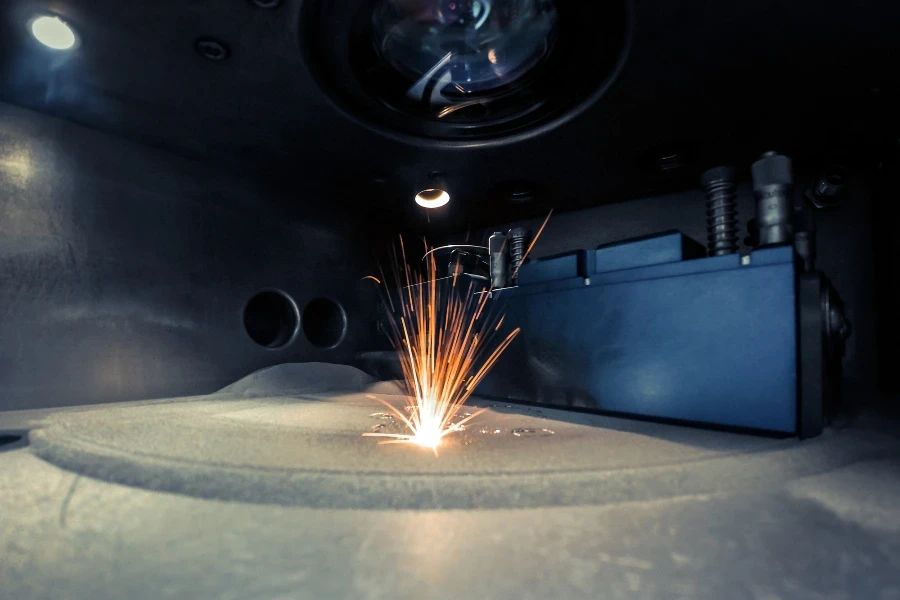
5. Селективное лазерное плавление (СЛМ).

Ассоциация селективное лазерное плавление В этом процессе используются металлические порошкообразные материалы для создания объекта слой за слоем. Его используют для создания предметов из различных металлов, которые обычно имеют высокую плотность. Эта технология 3D-печати использует лазер для плавления металлического порошка, который охлаждает и затвердевает.
Каждый лазерный цикл создает новый срез создаваемого объекта, а затем рабочая платформа опускается ровно на толщину одной стороны, поскольку скребок перераспределяет порошок. Расплавленный металл затвердевает, и процесс повторяется.
Лазер соединяет старый и новый слои, пока прототип не будет завершен. Каждый компонент приваривается к рабочей платформе с помощью отсоединенной опоры после снятия компонента.
Готовый объект отделяется от неиспользованного перерабатываемого порошка и освобождается от излишков порошка, в результате чего получается очень прочная прецизионная продукция.
Селективное лазерное плавление доказывает свою эффективность, когда необходимо быстро изготовить сложные детали. Это также позволяет производить сложные продукты со встроенными функциональными элементами, такими как соответствующее охлаждение.
6. Электронно-лучевая плавка (ЭЛП).

Электронно-лучевая плавка представляет собой процесс аддитивного производства металлов, отправной точкой которого является слой за слоем расплавленного металлического порошка для создания твердой металлической детали с использованием электронного луча.
По сравнению с более распространенными методами лазерного синтеза в порошковом слое, такими как SLS и SLM, это высокоэнергетический процесс, поэтому в нем используется электронный луч.
Электронно-лучевая плавка обычно происходит внутри машины в вакууме при высоких температурах. Пользователь начинает с нанесения слоя металлического порошка на поверхность сборки и предварительного нагрева всего этого порошка. Затем электронный луч сплавляет его, расплавляя места, необходимые для создания объекта.
Процесс повторяется, и в конечном итоге получается полутвердый блок или лепешка порошка, содержащая предварительно нагретые гранулированные материалы. Следующий шаг требует отключения питания блока и продолжения рабочего процесса.
Одним из преимуществ EBM является то, что более высокий источник энергии позволяет использовать металлический порошок, с которым также легче работать. Он также не создает респираторного риска при работе с мелким порошком. Поэтому с помощью ЭБМ возможна работа с порошком и нахождение рядом с ним без специальных средств защиты.
Еще одним преимуществом электронно-лучевой плавки является то, что она происходит при более высоких температурах, чем лазерная сварка в слое порошка. Это приводит к лучшему управлению термическими нагрузками, меньшему короблению и искажениям, а также к повышению точности размеров.
Электронно-лучевое плавление обычно используется для изготовления медицинских имплантатов, хотя оно также применяется в аэрокосмической и автомобильной технике.
7. Производство ламинированных изделий (LOM).

Другая технология 3D-печати производство ламинированных изделий. Производство ламинированных объектов, или LOM, представляет собой быстрый процесс прототипирования, при котором ламинированные слои бумаги, пластика или металла с покрытием успешно склеиваются и разрезаются по форме с помощью режущего инструмента или лазерного резака.
Каждый слой строительного процесса содержит сечения одной из многих частей. Перед началом обработки изображение из STL-файла, полученного в САПР, подается на принтер. Программное обеспечение системы LOM рассчитывает и контролирует функции нарезки, а ламинирование и ориентация объекта выполняются вручную.
В процессе построения система создает поперечное сечение 3D-модели, измеряя точную высоту модели и соответствующим образом разрезая горизонтальную плоскость. Затем программное обеспечение отображает штриховки и периметр модели.
Более крупный луч разрезает толщину одного слоя материала за раз, и после обжига периметра граница модели освобождается от оставшегося листа.
Платформа со стопкой ранее сформированных слоев опускается, и выдвигается новый участок материала.
Платформа поднимается, и нагретый валик одним возвратно-поступательным движением ламинирует материал в стопку, приклеивая его к предыдущему слою. Затем вертикальный кодер измеряет высоту стопки и передает новую высоту нарезке. Эта последовательность продолжается до тех пор, пока все слои не будут построены.
Обработка материала происходит после того, как материалы полностью сформированы, что включает в себя отделение ламинированной части от блока LOM. После разделения объект можно отшлифовать, отполировать или покрасить по желанию.
Как выбрать правильный процесс 3D-печати
Предприятия могут выбрать правильный вариант 3D печать метод только в том случае, если они учитывают некоторые ключевые факторы. Вот три ключевых элемента, которые следует расставить по приоритетам, прежде чем инвестировать в конкретную технологию.
1. Производственные или технологические возможности
Во-первых, при выборе технологии 3D-печати все сводится к практичности процедуры изготовления продукта. Физические характеристики изготовленного объекта могут помочь пользователям сузить методологию печати. К ним относятся желаемая толщина, точность, размер или опорная структура готового продукта.
Например, минимальная толщина стенки при SLA-печати составляет 0.6 мм, а при цифровой обработке света — до 0.2 мм. Результат напечатанного объекта наименее точен при наплавлении, тогда как SLA является наиболее точным и имеет самое высокое разрешение.
Хотя SLS или SLA отлично подходят для большинства задач 3D-печати, более сложные конструкции, требующие квалифицированной обработки, могут быть реализованы с помощью печати FDM, EBM или LOM.
2. Характеристики или функциональность концевых частей.

Еще один способ выбрать идеальный процесс 3D-печати — рассмотреть функциональность конечного продукта. Это влечет за собой рассмотрение невосприимчивости к условиям окружающей среды, гибкости, жесткости и других физических аспектов, таких как химическая и термостойкость, экологическая безопасность и съедобность вообще.
Воздействие влаги или солнечного света может повлиять на качество продукции; следовательно, устойчивость к теплу и влаге не обеспечивается с помощью на основе смолы такие процессы, как SLA или DLP. Таким образом, пользователи могут рассмотреть методы, основанные на вливании порошка, такие как технологии печати EBM, SLM или LOM. Кроме того, изделия, напечатанные с помощью этих технологий, обладают сильнейшими химическими свойствами.
Это означает, что SLA и DLP подходят для печати материалов, которые не будут подвергаться воздействию агрессивных внешних элементов, в то время как методы селективного лазерного спекания с электронно-лучевым плавлением лучше всего подходят для печати материалов промышленного класса.
3. Материал и отделка

Наконец, предприятия должны подчеркнуть тип материала, который они будут использовать для производства объекта, и результат, который они ожидают от печати. К наиболее распространенным материалам, используемым для 3D-печати, относятся: нить, порошоки смолы, где эти материалы далее классифицируются на полимеры или пластмассы, металлы, керамику и композиты.
Пластмассы также делятся на термопласты и реактопласты. SLS и FDM лучше всего подходят для термопластов, а лучшая технология печати для реактопластов — стереолитография и цифровая обработка света (DLP).
Металлические материалы обладают самыми прочными качествами и подходят для применения в аэрокосмической, автомобильной и медицинской сферах. Тип материала также имеет значение при изготовлении прочных деталей, таких как дверные петли или другие металлические детали для легких применений. Процессы SLM, LOM и EBM предлагают решения для печати для таких нужд.
Между тем, эти разные технологии печати также имеют разную отделку. Например, те, кто ищет гальваническую или глянцевую поверхность, могут выбрать методы SLA и FDM. SLA и DLP выполнят четкую отделку. Окрашенная или матовая поверхность возможна при использовании селективного лазерного спекания.
Заключение
В конечном счете, существуют разные технологии 3D-печати, и выбор правильной зависит от потребностей пользователя. Другие факторы, такие как материал и практичность, также будут определять тип используемой технологии. Пользователи, готовые начать успешный путь к 3D-печати, могут изучить ряд надежных 3D-принтеров на Alibaba.com.