Содержание:
Что такое станок для резки волоконным лазером
Для чего используется станок для резки волоконным лазером
Где используются станки для резки волоконным лазером
Из каких частей состоит станок для резки волоконным лазером
Каков принцип работы станка для резки волоконным лазером?
Как определить качество резки станка для резки волоконным лазером
Безопасная эксплуатация станка для резки волоконным лазером
Ежедневное техническое обслуживание станка для резки волоконным лазером
Как купить станок для резки волоконным лазером в STYLECNC
1. Что такое станок для резки волоконным лазером?
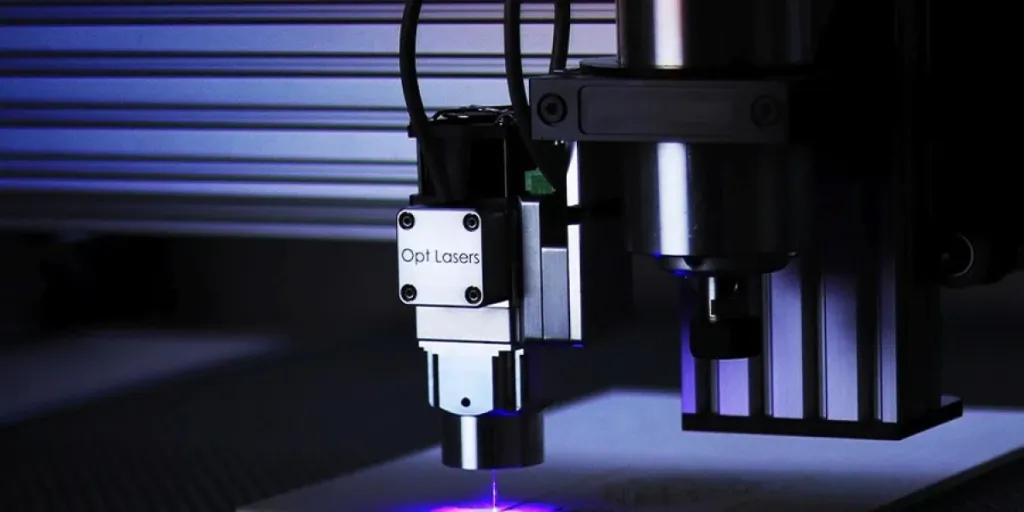
Волоконно-лазерная резка — это машина, которая создает лазерный луч из оптических волокон, фокусирует его в лазерный луч высокой плотности и передает его на режущую головку машины. Сверхгорячий лазерный луч может плавить и прокалывать металлы, а высокоскоростной поток воздуха, параллельный лучу, сдувает расплавленные куски. Довольно круто, верно?
Перемещая балку и заготовку, вы можете резать сталь и другие материалы с удивительной точностью.
Итак, представьте себе лазерную резку материала вместо ножа. Он действительно точен и быстр и не ограничивается ограничениями схемы резки. Это здорово, потому что экономит материал за счет автоматического набора текста, разрез получается плоским и гладким, а затраты на его обработку низкие. Он настолько прост и эффективен, что постепенно улучшит или заменит традиционное металлорежущее оборудование. Головка лазерного резака не соприкасается с заготовкой, поэтому не царапается, как при традиционных методах. последующая обработка также не требуется.
Вот еще несколько преимуществ; Зона термического влияния и деформация пластины очень малы, а щель узкая (0.1–0.3 мм), поэтому на надрезе отсутствуют механические напряжения и заусенцы. Высокоточная обработка с хорошей повторяемостью и отсутствием повреждения поверхности материала. Может быть запрограммирован на ЧПУ, может обрабатывать любой план и может резать целую плиту большого формата без открытой формы. Вдобавок ко всему, это экономично и экономит время.
2. Для чего используется станок для резки с волоконным лазером?
Станки для резки волоконным лазером могут резать все виды металлических материалов, таких как:
Утюг
Сплавы
Латунь
Медь
Титан
Алюминий
Углеродистая сталь
Конструкционная сталь
Нержавеющая сталь
3. Где используются станки для резки волоконным лазером?
Станки для волоконной лазерной резки используются для решения множества различных задач в различных отраслях промышленности и в настоящее время являются частью оборудования, без которого многие предприятия не могут жить. Вот несколько примеров отраслей, в которых используются лазерные резаки;
Реклама
Обработка листового металла
Производство шкафов шасси
Производство рессорных листов
Части метро
Производство лифтов
Производство кухни и посуды
Станки для резки волоконным лазером широко применяются в обработке листового металла, изготовлении рекламных вывесок, производстве высоковольтных и низковольтных электрических шкафов, механических деталей, кухонной утвари, автомобилей, машиностроения, металлических изделий, пильных полотен, электрических деталей, производстве очков, пружинных листов. , печатные платы, электрочайники, медицинская микроэлектроника, скобяные изделия, инструменты для измерения ножей и многое другое.
4. Из каких частей состоит станок для резки волоконным лазером?
Они состоят из трех основных частей:
Первый представляет собой прочную раму, которая обычно сваривается из труб и листового металла. Это увеличивает срок службы резака, а также позволяет использовать его для измерения спиртового уровня (рис. 4-1), чтобы обеспечить точность работы. Очень удобно! Он также используется для позиционирования обрабатываемой детали, и ее можно точно и точно перемещать в соответствии с программой управления. Обычно он приводится в действие двумя серводвигателями (рис. 2-4).


Вторая часть — система передачи луча. Сюда входит вся передающая оптика и необходимые механические компоненты для направления луча от лазерного генератора (рис. 4-3) к заготовке.

Заключительной частью является система управления ЧПУ (рис. 4-4). Это позволяет перемещать оси X, Y и Z, что делает его очень универсальным. Он также управляет выходной мощностью генератора.
Помимо этих трех важных частей, есть и другие детали станка для резки волоконным лазером, о которых стоит узнать.
A. Путь внешнего света
Это относится к преломляющему зеркалу, которое направляет лазер туда, куда вы хотите. Чтобы предотвратить нарушение пути луча, все зеркала защищены защитной крышкой, а чистый защитный газ под давлением вводится для предотвращения загрязнения линзы. Набор высококачественных линз точно фокусирует луч на бесконечно малой площади. Обычно используется линза с фокусным расстоянием 5 дюймов, но линзы с фокусным расстоянием 7.5 дюйма необходимы для материалов толщиной более 12 мм.
B. Стабилизированное напряжение питания
Он соединяет лазерный генератор, раму и систему электропитания. Он должен быть стабилизирован, чтобы предотвратить любое прерывание внешней электросети и защитить машину от скачков напряжения.
C. Волоконно-лазерная режущая головка
Он состоит из нескольких частей, включая полость, держатель фокусирующей линзы, фокусирующую линзу, емкостной датчик и вспомогательное газовое сопло. Устройство привода режущей головки приводит в движение режущую головку по оси Z в соответствии с программой и состоит из серводвигателя, винтового стержня или редуктора.
D. Система охлаждения воды
Это предотвращает перегрев лазерного генератора (Рисунок 4-5). Лазер формируется путем преобразования электрической энергии в световую энергию. Например, волоконный лазер обычно имеет коэффициент преобразования более 25%, а оставшаяся энергия преобразуется в тепло. Охлаждающая вода отводит избыточное тепло, чтобы лазерный генератор работал в холодной воде. Блок также охлаждает внешнее зеркало светового тракта и фокусирующую линзу аппарата, обеспечивая стабильное качество передачи луча и эффективно предотвращая перегрев линзы, который может привести к деформации или даже разрыву.

E. Газ (рис. 4-6).
Есть 4 причины, по которым нужен газ. Вспомогательный газ вступает в реакцию с металлом, увеличивая работоспособность. Газ используется для выдувания расплавленного шлака. Вспомогательный газ охлаждает область вокруг разреза, что предотвращает изменение формы материала, и, что наиболее важно, газ предотвращает повреждение фокусирующей линзы высокой температурой лазерного луча. В зависимости от того, какой металл разрезается, используются разные газы.

F. Другое оборудование для повседневного использования
Воздушный компрессор, фильтр, вытяжной вентилятор и т. д.,
5. Каков принцип работы станка для резки волоконным лазером?
Лазер стимулирует атомы или молекулы излучать свет с определенной длиной волны и усиливает его, создавая очень узкий пучок излучения. Знаете ли вы, что ЛАЗЕР расшифровывается как «усиление света за счет стимулированного излучения»?
Однако, в отличие от обычного света, лазерный свет (рис. 5-1) зависит от спонтанного излучения только в течение очень короткого времени. Поскольку процесс полностью определяется одной волной возбужденных фотонов, лазер имеет очень чистый цвет, минимальную расходимость света, высокую интенсивность и высокую когерентность.
Резка волоконным лазером достигается путем применения лазерного луча высокой плотности, генерируемого лазерной фокусировкой. Компьютер управляет лазером, чтобы испускать импульсы для вывода контролируемого повторения высокочастотного импульсного лазера для формирования луча определенной частоты и ширины импульса. Импульсный лазерный луч проводится и отражается по оптическому пути и фокусируется фокусирующей линзой. На поверхности заготовки образуется тонкое световое пятно с высокой плотностью энергии. Фокусное пятно находится вблизи обрабатываемой поверхности, а обрабатываемый материал мгновенно плавится или газифицируется при высокой температуре. Каждый высокоэнергетический лазерный импульс мгновенно проделывает маленькое отверстие на поверхности объекта. Под управлением компьютера лазерная обрабатывающая головка и обрабатываемый материал последовательно перемещаются и наносятся в соответствии с заранее нарисованным шаблоном, чтобы объекту можно было придать желаемую форму.

6. Как определить качество резки станка для резки волоконным лазером
Как узнать, является ли ЧПУ Машина лазерной резки имеет высокое качество? Ну, это зависит от четырех факторов, и все дело в точности резки.
A. Размер сцепления лазерного генератора. После когезии точность резки будет чрезвычайно высокой, если лазерный луч очень узкий. Зазор будет очень маленьким и после резки. Это означает, что качество резки и точность резки особенно хороши.
Если лазерный генератор широкий, зазор для резки также будет большим. При этом чем толще заготовка, тем больше зазор.
B. Точность кадра. Перед работой следует проверить каждую часть каркаса. Вертикальная и горизонтальная части кадра должны быть идеальными. Если отклонение каждой детали составляет всего 0.1 мм, оно будет увеличиваться и увеличиваться во время работы машины.
C. Форма лазерного луча. Если луч от лазерного генератора сужается, режущий зазор также сужается. Так, чем толще заготовка, тем больше зазор.
D. Качество резки также зависит от разрезаемого материала. Например, при одинаковых условиях резка нержавеющей стали и алюминия имеет большое значение. Для резки нержавеющей стали точность и режущая кромка будут намного лучше, чем для алюминия.
Вообще говоря, станок для резки волоконным лазером можно определить по следующим 5 стандартам.
А. Качество режущей кромки.
B. Размер режущей кромки шлака.
C. Обрезка, как перпендикулярная, так и наклонная.
D. Размер скругления режущей кромки.
Е. Плоскостность.
7. Безопасная эксплуатация станка для резки волоконным лазером
Пользователи должны быть обучены профессионалами перед самостоятельной работой на станках для лазерной резки. Основываясь на нашем опыте, мы предлагаем 13 способов обеспечить безопасную работу станка для резки волоконным лазером.
A. Прочтите правила безопасности, прилагаемые к вашей машине. Сначала прочтите все инструкции и запустите лазер строго в соответствии с процедурой запуска лазера.
B. Ознакомьтесь со структурой и деталями машины и изучите процедуры операционной системы.
C. Надевайте защитные очки или козырек при использовании волоконного лазерного луча.
D. Заранее проверьте, подходит ли ваш материал для резки волоконным лазером, иначе это может привести к образованию дыма и представлять угрозу безопасности.
E. Во время работы никогда не передавайте его другим лицам, не прошедшим обучение, и не оставляйте его включенным. Если вам нужно уйти, выключите машину.
F. Держите поблизости огнетушитель. Выключайте машину, когда она не используется. Не храните рядом с лазерным резаком бумагу, кожу или другие легковоспламеняющиеся материалы.
G. Если есть какие-либо проблемы в работе, немедленно остановите машину и устраните неполадки или сообщите об этом квалифицированным инженерам.
H. Содержите лазер, раму и окружающие области в чистоте, порядке и не допускайте попадания масла. Аккуратно сложите заготовки, металлические листы и любой лом.
I. При использовании газа соблюдайте осторожность, чтобы не сдавить и не защемить сварочную проволоку во избежание несчастных случаев с утечкой. Всегда соблюдайте рекомендуемые процедуры контроля газовых баллонов. Не подвергайте баллоны воздействию солнечных лучей или источников тепла. Открывая клапан баллона, всегда стойте сбоку от разъема баллона.
J. При обслуживании соблюдайте правила техники безопасности при работе с высоким давлением. Соблюдайте графики технического обслуживания, такие как обслуживание через каждые 40 часов работы или еженедельно, а также через каждые 1000 часов работы или каждые шесть месяцев, в зависимости от того, что наступит раньше. Выполняйте все техническое обслуживание в соответствии с правилами и рекомендуемыми процедурами.
K. После включения машины вручную запустите машину на низкой скорости в направлениях X и Y, чтобы проверить наличие каких-либо отклонений.
L. После ввода новой программы обработки ее следует протестировать и проверить ее работу.
M. Во время работы обращайте внимание на положение рамы машины, чтобы машина не вышла за пределы зоны действия или чтобы две машины не столкнулись и не привели к несчастным случаям.
8. Ежедневное техническое обслуживание станка для резки волоконным лазером
Рама (Рисунок 8-1)
A. Перед запуском станка тщательно проверьте давление рабочего газа лазера и газа для резки. Если давление газа не соответствует норме, немедленно замените баллон.
B. Проверьте, не повреждены ли нулевая точка оси X, нулевая точка оси Y, нулевая точка оси Z или состояние подготовки лазера и т. д. (проверьте индикатор).
C. Проверьте, не ослаблены ли концевые выключатели нулевой точки, осей X, Y и Z, а также винты в ударном блоке, а также чувствительны ли концевые выключатели каждой оси.
D. Проверьте, достаточен ли уровень циркулирующей воды в чиллере. Если нет, долейте его перед эксплуатацией машины.
E. Проверьте отсутствие утечек в контуре циркуляционной воды внешнего светового тракта. Утечка должна быть немедленно устранена, в противном случае срок службы оптической линзы будет снижен.
F. После завершения резки проверьте линзу фокусирующей линзы на наличие повреждений.
G. Проверьте, не сгорели или не повреждены ли сильфоны внешнего светового тракта.
H. После окончания работы уберите отходы резки и рабочую зону, а также держите ее в чистоте и порядке. Тщательно очистите оборудование, чтобы убедиться, что все детали чистые и не загрязнены.
I. После выключения машины откройте сливной клапан воздушного резервуара в нижней части воздушного компрессора и закройте его после того, как сточные воды будут слиты.
J. Прежде чем уйти, нажмите кнопку выключения, чтобы выключить машину и отключить питание всей машины.
ВЕЙО

Лазерный генератор (рис. 8-2)
Быстрая ежедневная проверка лазерного генератора также важна перед запуском станка:
1. Убедитесь, что давление охлаждающей воды находится в пределах 3.5–5 Па.
2. Убедитесь, что температура охлаждающей воды соответствует температуре, необходимой для вашего лазерного генератора.
3. Проверьте уровень масла в вакуумном насосе лазерного генератора. Если уровень слишком низкий, долейте его до нужного уровня.
4. Проверьте наличие утечек из масляной, водяной и газовой линий лазерного генератора, а также отсутствие утечек вакуумного насоса или пневматических компонентов в резонаторе.

9. Как купить станок для резки волоконным лазером в STYLECNC
A. Проконсультируйтесь: наиболее подходящие станки для волоконной лазерной резки будут рекомендованы вам после того, как мы обсудим ваши требования, такие как металлические материалы, которые вы хотите разрезать, и максимальный размер металлических материалов (длина x ширина x глубина).
B. Предложение: Мы с радостью предоставим вам подробное предложение для рекомендуемой вами машины, включая лучшее качество и наиболее конкурентоспособную цену.
C. Оценка процесса: мы тщательно оценим и обсудим все детали (включая технические параметры, спецификации и деловые условия), чтобы сделать все правильно для вас и предотвратить любое недопонимание.
D. Размещение заказа: Вам будет отправлен PI (счет-проформа) до того, как обе стороны подпишут договор купли-продажи.
E. Производство: Мы организуем производство, как только получим ваш подписанный договор купли-продажи и депозит, и будем держать вас в курсе во время производства.
F. Контроль качества: Весь производственный процесс подлежит регулярным проверкам и чрезвычайно строгому контролю качества. Готовый станок для лазерной резки металла будет тщательно протестирован перед отправкой с завода.
G. Доставка: Мы организуем доставку, как было согласовано ранее, после подтверждения покупателя.
H. Таможенное оформление: Мы предоставим и доставим все необходимые отгрузочные документы покупателю и обеспечим беспрепятственный процесс таможенного оформления.
Источник из Стайлкнк
Отказ от ответственности: изложенная выше информация предоставлена Stylecnc независимо от Alibaba.com. Alibaba.com не делает заявлений и не дает гарантий в отношении качества и надежности продавца и продукции.