للحصول على المنتج المثالي ، هناك الكثير من عمليات التشغيل الآلي والعمليات التي يتم إجراؤها في عملية التصنيع. تساعد هذه العمليات والعمليات على إزالة أي مواد زائدة. هناك العديد من عمليات التشغيل هذه.
اقرأ لمعرفة عمليات التشغيل الأكثر شيوعًا.
جدول المحتويات
ما هو الخراطة؟
عمليات التشغيل الآلي الأكثر شيوعًا
وفي الختام
ما هو الخراطة؟
المعالجة الآلية هي عملية يتم فيها تقطيع المواد (عادة ما تكون معدنية) إلى الأحجام والأشكال المطلوبة أو المرغوبة من خلال عملية محكومة لإزالة المواد. هناك ثلاث عمليات تصنيع رئيسية والتي تشمل الحفر والخراطة والطحن.
عمليات التشغيل الآلي الأكثر شيوعًا
1. تحول
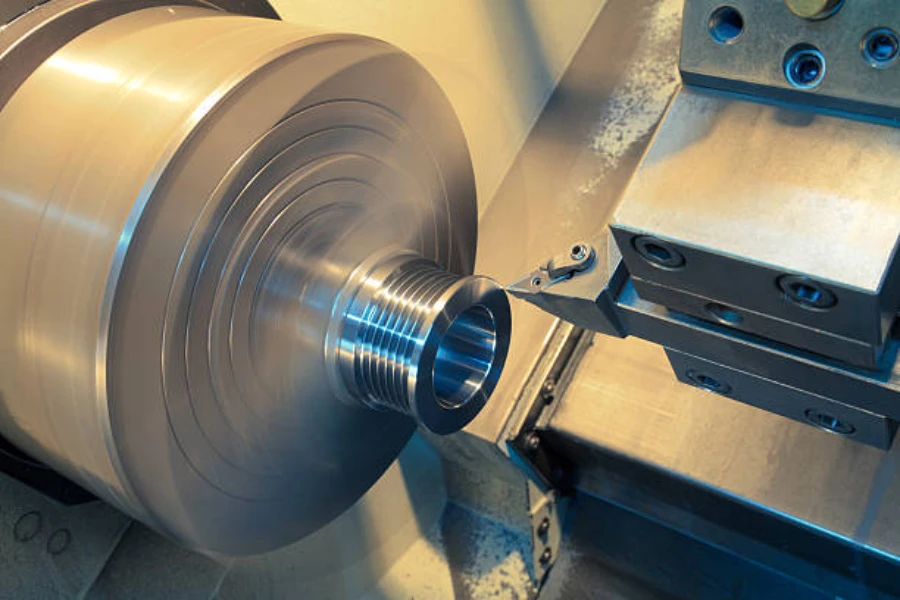
الدوران هو عملية المعالجة المطبقة لإنتاج أجسام مستديرة. تستخدم هذه العملية آلات مثل مخرطة بحجم عام يبلغ حوالي 15 بوصة أرجوحة و 36 إلى 48 بوصة بين المراكز. للمخرطة ثلاث عمليات رئيسية تشمل القيادة ، والتثبيت ، والحركة الخطية. تحدث الحركة الخطية في اتجاهين. يتم وضع قطعة العمل في المنتصف وتحرك أداة القطع حولها ذهابًا وإيابًا. تستخدم الخراطة في الغالب في مهام القطع متحدة المركز.
تبدأ العملية بتثبيت الكائن في المركز أثناء قيادته شعاعيًا. يوفر هذا الكائن الطاقة المطلوبة لعملية المعالجة. بالإضافة إلى ذلك ، تختلف أبعاد أداة القطع حسب التطبيق. يحتوي كل من الداخل والخارج على إزميل لاستخدامه أثناء عملية المعالجة. يتحرك المركز خطيًا لإنشاء ثقوب في مركز المحور بدءًا من الحفر ثم التنظيف. يمكن أتمتة وظائف المخرطة بالكامل. بشكل عام ، تتميز آلات الخراطة بمستوى دقة يبلغ حوالي IT8-IT7 وسرعة عمل تبلغ 35 م / دقيقة.
2. الطحن
الطحن عبارة عن عملية تصنيع تقطع قطع العمل المتحركة شعاعيًا عند ملامستها لقطعة من معدات القطع الأسطوانية التي لها أسنان قطع حادة على محيطها. تدور أداة القطع بحركة خطية لتلامس سطح المنتج. من خلال هذه الحركة ، يتم بدء عملية الطحن ويتم قطع المواد غير المرغوب فيها بعيدًا عن سطح قطعة العمل.
تحتوي المواد المختلفة على أشكال هندسية مفصلة يمكن طحنها بسهولة عند استخدام a آلة طحن. في الوقت الحاضر ، تم دمج عملية الطحن مع برامج الكمبيوتر ؛ مما يجعلها عملية آلية. يمكن لمعظم الشركات المصنعة الآن تشغيل آلات الطحن والتحكم فيها التحكم العددي الحاسوبي (CNC).
علاوة على ذلك ، تم تطوير معدات الطحن مع امتلاك البعض كفاءة تشغيلية خماسية المحاور. هذا يعني أن الآلة يمكنها التحرك بحرية في خمسة محاور دون إعادة الشد أثناء أنشطة المعالجة. يبلغ عمق القطع في معظم عمليات الطحن 5-1 مم بينما يتراوح عمق الطحن النهائي من 4 إلى 1 مم. لديهم مستوى دقة يبلغ حوالي IT2-IT8 بمتوسط سرعة عمل يبلغ 7 م / دقيقة.
3. مملة
في المعالجة ، يتم استخدام الثقب في تحسين دقة وأبعاد الثقب المحفور. تتميز الآلات المستخدمة في أعمال الحفر بالعديد من الاختلافات بناءً على حجم المهمة. المطاحن العمودية مملة يمكن تصنيع المسبوكات الثقيلة والكبيرة مع دوران العمل بينما يظل القضيب الممل ثابتًا. من ناحية أخرى ، فإن الحفارون الرقصة و المطاحن الأفقية مملة امسك العمل ثابتًا وقم بتدوير أداة القطع. باستخدام نقطة واحدة في التشغيل الآلي ، يعمل القاطع الممل على جانب الثقب مقارنةً بمثقاب الحفر. على سبيل المثال ، يتم الانتهاء من الثقوب المحفورة في المسبوكات من خلال عملية مملة. تتطلب عملية المعالجة هذه حجم قطر عام يتراوح من 75 إلى 150 مم ، ومستوى دقة يبلغ حوالي IT7-IT6 ، وقد تتراوح سرعة العمل من 60 إلى 120 م / دقيقة.
4. التنصت
التنصت هو عملية تصنيع تشتمل على تطبيق خيط داخل ثقب محفور. في هذه الحالة ، يُشار إلى أداة القطع المستخدمة في النقر على أنها صنبور. الصنبور هو أداة متقاطعة الشكل موضوعة داخل هيكل أسطواني وهمي. تحتوي نقطة نهاية التقاطع على أخاديد قطع على المحيط تتخذ شكل السلك. تتعمق أخاديد القطع هذه مع زيادة عمق الحلق ؛ وبالتالي إذا استدار مرة واحدة فإنه لا يقطع الخيط بأكمله.
في بعض الأحيان ، يصبح النقر صعبًا بسبب صلابة المواد. في مثل هذه الحالات ، يمكن إجراء عملية التنصت بشكل متكرر. يمكن تنفيذ عمليات نقر متعددة مع زيادة عمق الأخدود بعد كل نقر. تم تصميم الآلات لإنتاج قطر عام يبلغ حوالي 0-25 مم والسرعة المطلوبة للتنصت تتراوح بين 150 و 250 دورة في الدقيقة. عملية التصنيع هذه لها مستوى دقة تقديري لـ IT8-IT7.
5. الحفر
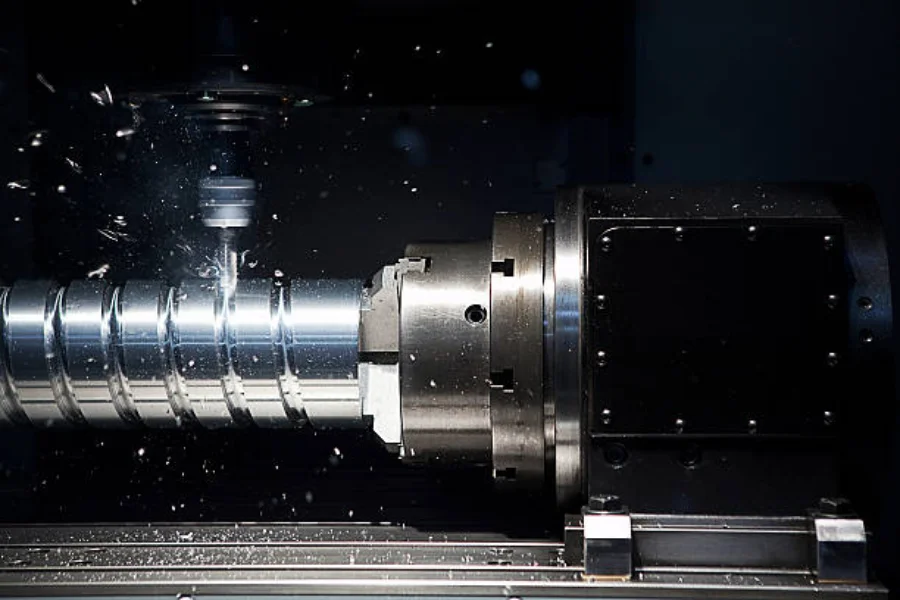
يتضمن الحفر أداة قطع لها حافتا قطع تتحركان شعاعيًا حول محور وخطيًا في اتجاه أحادي الاتجاه. من خلال عملية المعالجة هذه ، يتم إنشاء ثقوب مستديرة على قطعة العمل. أثناء قيام الماكينة بالثقب ، تتحرك الرقائق التي يتم إزالتها من المادة لأعلى. هناك عملية حفر من النوع الفرعي تخلق ثقوبًا أكبر بقطر 35 مرة. تسمى هذه العملية حفر حفرة عميقة أو حفر حفرة طويلة. بشكل عام ، تصل دقة المعالجة إلى IT10. ينتج المثقاب مقاس 12 مم حجم ثقب 0-125 مم ، ويمنح المثقاب مقاس 22 مم حجمًا كبيرًا من 0-5 مم مع سرعة حفر تتراوح من 5 إلى 6 م / دقيقة للسبائك عالية الحرارة و 110 م / دقيقة لسبائك المغنيسيوم والألمنيوم .
6. طحن

الطحن هو عملية إزالة المواد من السطح للحصول على تشطيب نظيف وسلس. بالنظر إلى الطحن المعدني ، يتم التخلص من المواد غير المرغوب فيها من السطح على شكل رقائق. بعد ذلك ، يتم تقليل خشونة السطح ، ويمكن أن يعكس السطح الضوء عموديًا وبشكل أكثر اتساقًا مما يجعله يبدو أكثر لمعانًا. من بين معظم عمليات المعالجة ، يحقق الطحن مستوى أعلى من الدقة.
عادة ، يتم استخدام حجر طحن دقيق الحبيبات خلال هذه العملية. تتميز الحبوب بصلابة كافية ومواصفات هشة من المواد الكاشطة التي تعمل مثل أدوات القطع. في النهاية ، تتحلل الحبيبات إلى حبيبات كاشطة حادة تشبه الإبرة والتي تقوم بعملية الطحن. ال الرحى صلبة ولا يمكن جعلها حادة بسهولة ؛ لذلك لا يتم استبدالها بسهولة. كعملية نهائية ، تتميز عجلة الطحن مقاس 5 مم بأبعاد دقيقة بترتيب 0.000025 مم. يجب الحفاظ على سرعة العجلة في نطاق 5,000 إلى 6500 قدم / دقيقة.
7. تخطيط
التخطيط هو عملية استخراج المواد التي ترد بالمثل على قطعة عمل مقابل أداة قطع ثابتة تخلق طبقة أو مستوى منحوتًا. تشبه هذه العملية تشكيل فقط أن لديهم حركات معاكسة لقطعة العمل. أثناء عملية التخطيط ، تتحرك أداة القطع بشكل خطي بشكل متكرر بينما يتم إدخال قطعة العمل في خط حركة أداة القطع. ينتج عن هذا سطح أملس ومسطح ومنحوت. بعد كل شوط ، يتم رفع الأدوات يدويًا أو هيدروليكيًا لتجنب تقطيع أداة القطع أثناء انتقالها للخلف عبر سطح قطعة العمل. يمكن لعملية التخطيط أن تخلق أسطحًا مستوية على طول قطعة العمل ومقاطع عرضية مع حزوز وأخاديد. تتراوح دقة المعالجة للمخططين من IT9-IT7 بسرعة 9000 دورة في الدقيقة لإنتاج قطر قطع عام يتراوح من 56 إلى 160 ملم.
8. التطرق
يستخدم التطويق أداة سن مثقوبة للتخلص من المواد سواء بحركات خطية أو دوارة. عملية التطرق الخطي هي العملية الشائعة حيث يعمل التطرق خطيًا ضد قطعة العمل لإنشاء قطع. من ناحية أخرى ، فإن التطرق الدوراني يقطع شكلًا محوريًا متماثلًا عن طريق تدوير البروش وإرغامه على قطع الشغل. يمكن استخدام المطرح الدوار في ملف آلة المسمار أو مخرطة. يخلق التطويق قطرًا عامًا يبلغ 10-100 مم ؛ وبالتالي فهو مطلوب للأشكال الفردية مثل الأشكال الدائرية وغير الدائرية والممرات الرئيسية والخطوط والأسطح المسطحة. مستوى الدقة العام للتطرق هو IT7-IT8 بسرعة منخفضة بشكل عام تبلغ 18 م / دقيقة.
9. شحذ

الشحذ كعملية تصنيع تستخدم ثلاثة أحجار طاحونة داخل ثقب يتم ضغطه للخارج. إنها عملية طحن منخفضة السرعة بشكل عام تتراوح بين 45 و 90 م / دقيقة. يتراوح مستوى دقة الشحذ بين 0.8 إلى 2.0 ميكرومتر مع إنشاء نطاق من القطر يتراوح من 1.55 إلى 1,880 ملم وأطوال تصل إلى 27,000 ملم. يتم تشغيل عجلات الطحن بشكل شعاعي معًا أثناء التحرك على محور رأسي. في هذه الحالة ، يحدث الحز على السطح الأسطواني. على سبيل المثال ، يتم تنعيم أسطوانات المحرك من خلال عملية الشحذ.
10. اللف
اللف هو عملية ما بعد المعالجة. إنه يتضمن أشياء مستديرة توضع بين قرصين دائريين من الحديد الزهر. أحد الأقراص ثابت بينما الآخر يدور مع جسم كروي بداخله. تزيد إضافة المعكرونة من الضغط لطحن الأجسام الكروية. تضمن عملية اللف تحقيق الخشونة المطلوبة ودقة الشكل. نتيجة لذلك ، يتم استخدام أنواع متعددة من أدوات القطع لتحقيق المعلمات المذكورة.
بعض العناصر التي يتم إنتاجها من خلال عملية اللف هي الرافعات والشجيرات الحاملة. يتراوح حجم العملية العامة من 300 ملم إلى 2000 ملم في القطر. في المتوسط ، سرعة الدوران 70 دورة في الدقيقة تولد سرعة 165 م / دقيقة ومستوى دقة 0.0000254 مم للتسطيح و 0.000254 مم للتوازي.
وفي الختام
عمليات التصنيع معقدة للغاية. وذلك لأن العمليات تتضمن العديد من الآلات والميزات والوظائف المختلفة لإنتاج المنتجات المطلوبة. كل هذه يجب أن تكون منسقة بشكل جيد لتنفيذ المهمة المقصودة. بعض العوامل التي يجب على المشترين أخذها في الاعتبار هي هندسة الأداة وتصميمها ، واختيار المواد ، ومعدل التغذية. للعثور على معدات عالية الجودة لعمليات التصنيع المختلفة ، قم بزيارة Alibaba.com.