На рынке доступны различные типы резьбонакатных станков. Эти машины имеют разные возможности и цены. Спрос на резьбонакатные станки с годами растет, поэтому многие производители стремятся удовлетворить спрос. Наличие многих марок резьбонакатных станков затрудняет поиск идеальных резьбонакатных станков.
В этой статье мы обсудим различные типы резьбонакатных станков и способы их выбрать подходящую машину. Кроме того, в нем будет рассказано о доле рынка резьбонакатных станков и процессе машин.
Содержание
Обзор рынка резьбонакатных станков
Процесс накатывания резьбы
Типы резьбонакатных станков
Руководство по выбору подходящих резьбонакатных станков
Обзор
Обзор рынка резьбонакатных станков
Мировой рынок резьбонакатного оборудования сегментирован по типу станков, по отраслям применения и по регионам. Ожидается, что в течение следующих пяти лет рынок значительно вырастет из-за более широкого внедрения технологических инноваций в машины ключевыми игроками на рынке. Некоторыми из этих производителей являются Tsugami China, Nakamura Jico Co. Ltd. и Tobest.
Основываясь на ЭОС В 2020 году мировой рынок резьбонакатных станков оценивался в 93.4 миллиона долларов США. Это представляет собой падение на 21.6% по сравнению со значением в 119 миллионов долларов США в 2019 году. Это падение рыночной стоимости связано с сокращением использования резьбонакатных станков по всему миру. Однако ожидается, что спрос на эти машины будет расти в связи с различными приложениями, такими как автомобилестроение, электроника и медицина.
В 2020 году крупнейшими экспортерами резьбонакатных станков были Италия (18.1 млн долларов США), Тайвань (17.4 млн долларов США), Япония (16.4 млн долларов США), Китай (11.8 млн долларов США) и Германия (9.86 млн долларов США). Крупнейшими импортерами были Китай на сумму 14.4 млн долларов США, США на 10.8 млн долларов США, Индия на 6.01 млн долларов США, Таиланд на 5.91 млн долларов США и Южная Корея на 3.52 млн долларов США.
Процесс накатывания резьбы
Как правило, накатка резьбы представляет собой процесс ковки металла, при котором обработанная заготовка прессуется между вращающимися штампами. Профиль резьбы заготовки втачивается в плашки. Когда заготовка проникает в штампы, металл затекает в полости штампов. Это приводит к профилю резьбы в заготовке. Нарезанная резьба прерывает зернистую структуру детали, а холодная обработка катаной детали ее упрочняет. Для получения соответствующего наружного диаметра (0.375 дюйма) заготовки должны быть обработаны или отшлифованы до определенного диаметра шага перед накатыванием резьбы.
Общие потоковые процессы включают в себя:
– Сквозная подача: накатка резьбы деталей с большой длиной резьбы, превышающей ширину штампа.
– Подача: накатывание резьбы деталей, длина резьбы которых меньше ширины плашки.
– Подача/сквозная подача: двухступенчатая накатка резьбы для больших длин резьбы, при которой частично или не полностью сформированная резьба уменьшается.
Типы резьбонакатных станков
1. Резьбонакатная машина с плоской матрицей

Резьбонакатная машина с плоской матрицей состоит из четырех основных частей, которые включают в себя токопроводящий стержень, толкатель и две плоские матрицы, одна из которых закреплена, а другая перемещается вперед и назад с помощью кривошипно-шатунного механизма. Плоские матрицы поставляются с профилем резьбы, выточенным в них, и другим профилем резьбы, наклоненным в зависимости от шага резьбы, которую они могут создать.
Заготовки для нарезания резьбы удерживаются токопроводящим стержнем, что обеспечивает их правильную ориентацию. Кроме того, направляющий стержень наклонен в таком положении, что, когда он входит в зацепление с заготовками, сила тяжести тянет их вниз по направлению к рычагу толкателя. Рычаг толкателя вдавливает заготовки в пустоту между движущимися и неподвижными плоскими штампами. Резьба создается, когда движущаяся матрица движется вперед, а заготовки катятся из-за сил трения процесса.
2. Цилиндрический резьбонакатный станок с двумя матрицами.

Цилиндрический резьбонакатный станок с двумя матрицами. имеет три варианта, которые включают подачу, сквозную подачу и комбинацию подачи и сквозной подачи. Подающие машины имеют две параллельные матрицы, которые вращаются в одном направлении и с одинаковой скоростью. Одна матрица закреплена, а другая имеет боковые перемещения. Процесс прокатки зависит от трения при вращении заготовки. В этом случае боковое перемещение регулируется для установки шага и диаметра резьбы.
Длинные резьбовые участки, такие как ходовые винты и шпильки, создаются в процессе сквозной подачи. Примечательно, что большие потоки требуют более одного прохода для создания полных потоков. Существуют комбинированные станки, которые могут выполнять процессы как с подачей, так и со сквозной подачей резьбы.
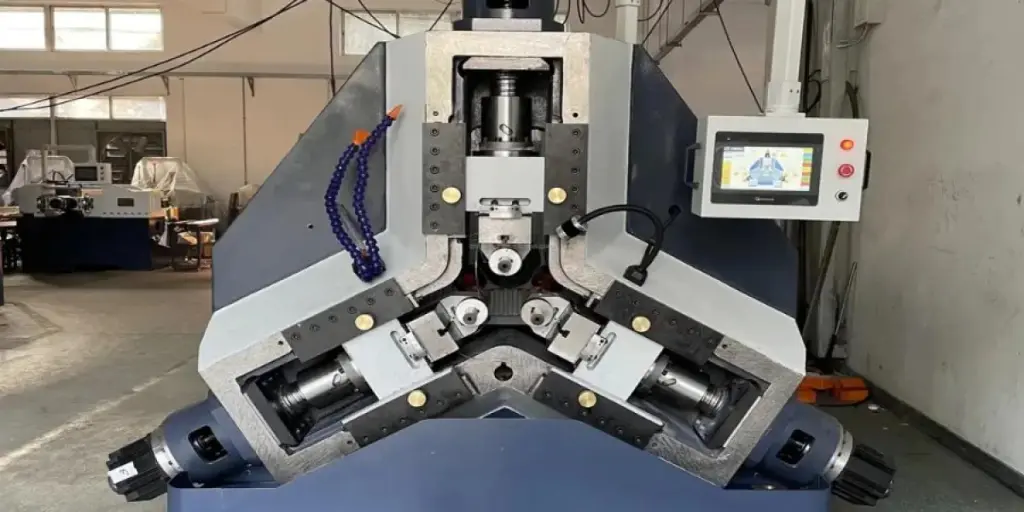
3. Цилиндрический резьбонакатный станок с двумя матрицами.
A Цилиндрический резьбонакатный станок с 3 матрицами бывает в трех вариациях. Два из трех штампов зафиксированы, а третий перемещается вертикально или в поперечном направлении в зависимости от компоновки станка. Цилиндрический резьбонакатный станок с 3 матрицами идеально подходит для изделий с длинной резьбой, таких как ходовые винты.
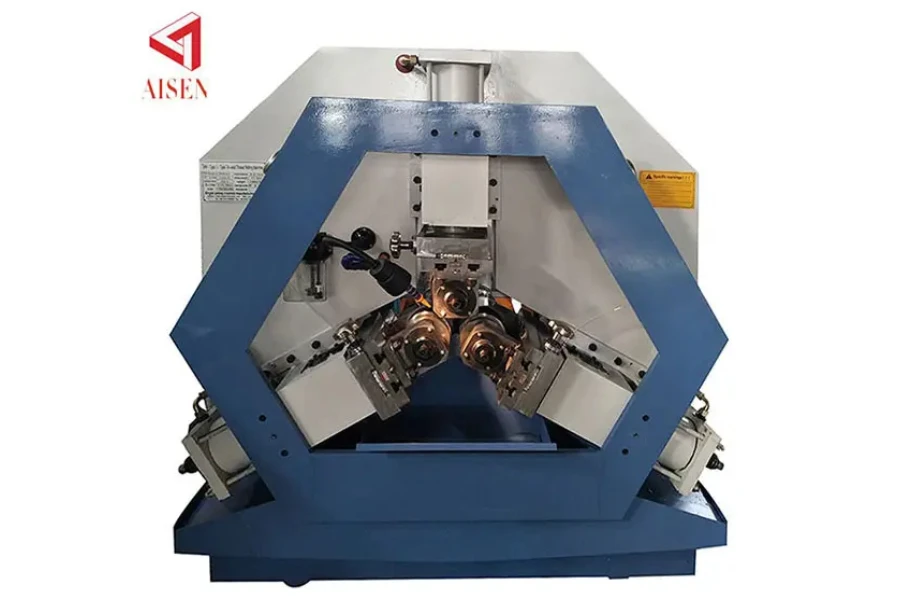
4. Планетарная резьбонакатная машина

A планетарная резьбонакатная машина имеет заготовки, подаваемые в матрицы, как в резьбонакатном станке с плоской матрицей. Машина имеет две матрицы, в которых вращается круглая матрица, а изогнутая матрица фиксируется. Некоторые планетарные резьбонакатные станки содержат несколько криволинейных сегментных матриц, установленных вокруг круглой матрицы. Эта особенность обеспечивает высокую производительность.
Руководство по выбору подходящих резьбонакатных станков
1. Стоить
Стоимость включает в себя первоначальную закупочную цену, стоимость аксессуаров и расходы на техническое обслуживание оборудования. В среднем резьбонакатные станки доступны по цене около USD 5,000. Материал, на который нарезается резьба, и требования производственной линии определяют тип приобретаемой резьбонакатной машины. Покупатели должны учитывать свой бюджет при инвестировании в эффективное резьбонакатное оборудование. Кроме того, они, как правило, должны обеспечивать отсутствие брака, более низкую стоимость инструмента и более низкую формулу труда, чтобы значительно снизить затраты.
2. Точность
Окончательное качество накатанной резьбы зависит от точности резьбонакатного станка. Помимо выбора материала, точность определяется процессом подготовки заготовок для нарезания резьбы. Обычно при накатывании резьбы вытесняется материал, поэтому диаметр заготовки обычно меньше диаметра готовой накатанной резьбы. В этом случае средняя точность может быть достигнута, если заготовки обрабатываются с жесткими допусками порядка 0.0005 дюймов. Существует еще одна рекомендация включить 37 степени фаска с резьбой на конце каждой секции для снижения риска сколов и примерно 45 степени окончательная фаска.
3. Прочность
Включение холодной обработки при накатывании резьбы увеличивает предел прочности при растяжении не менее чем на 30 % по сравнению с нарезанной резьбой. Накатанные нити имеют повышенную усталостную прочность в пределах от 50% до 75%. В этом случае нити не теряют усталостной прочности даже при нагреве до 500 градусов по Фаренгейту. Некоторые машины производят более прочные нити, не требующие дорогостоящей внешней термической обработки. Как правило, накатанные нити более гладкие и устойчивые к повреждениям при обращении.
4. скорость
Скорость накатывания резьбы может достигать 200 футов в минуту при работе с такими материалами, как высокоуглеродистая сталь и латунь. Однако покупатели могут получить лучшие результаты, используя более низкую скорость. Резьбовые ролики могут достигать значительной скорости, когда ролик, удерживаемый в держателе, прикреплен к поперечным салазкам и представлен радиально или по касательной. Скорость медленнее, если валик держится на табуретке-качалке. Это происходит из-за недостаточной жесткости держателя на поворотном типе.
5. Применимый материал
Крайне важно выбрать подходящий материал для повышения точности и качества производимой резьбы. Как правило, если материал твердый, его также трудно прокатывать, что может повлиять на срок службы штампов. Кроме того, когда покупатели приобретают резьбонакатные станки, они должны учитывать, что полые профили приводят к образованию пустых овалов из-за действующих сил. В среднем подходящий материал должен иметь минимальное удлинение 12%, максимальная твердость около 40 HRC, а максимальный предел прочности 1079 МПа. Кроме того, для повышения долговечности штампов некоторые из них имеют покрытия, такие как CVD и PVD.
Обзор
Резьбонакатные станки, как правило, экономичны из-за длительного срока службы штампов. При минимальных требованиях к техническому обслуживанию машины имеют относительно высокую производительность. В дополнение к факторам, упомянутым в приведенном выше руководстве, покупатели должны учитывать универсальные стандарты, установленные для шагов и размеров резьбы. Чтобы приобрести качественные резьбонакатные станки, посетите Alibaba.com.