De nombreux lasers sont sur le marché aujourd'hui, chacun avec ses propres caractéristiques, spécifications et niveaux d'intégration, ce qui rend le processus de sélection difficile. Lors du choix d'un laser pour le traitement des matériaux, il est essentiel de comprendre les différences et les avantages de chaque option.
Cet article donne aux lecteurs une compréhension des systèmes laser, des types de lasers courants et de la manière de choisir une source laser industrielle appropriée pour le traitement des matériaux.
Table des matières
Le marché mondial du laser industriel
Qu'est-ce qu'une source laser industrielle ?
Caractéristiques à prendre en compte lors du choix d'une source laser
La ligne de fond
Le marché mondial du laser industriel
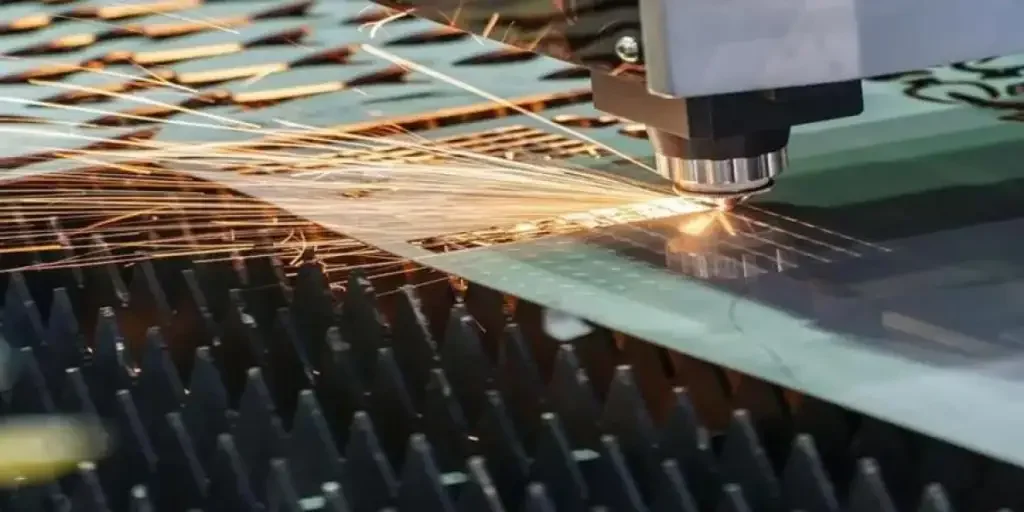
Le marché du laser industriel était évalué à USD 17.3 milliards en 2021 et devrait croître à un taux de croissance annuel composé (TCAC) de 7.2 % pour atteindre 34.8 milliards USD d'ici 2030. Un faisceau lumineux est produit par un système laser industriel utilisant des émissions stimulées à diverses fins dans l'électronique, l'automobile, la médecine , et d'autres industries. Les lasers sont principalement utilisés pour le brasage, l'étiquetage, la gravure, la découpe, le soudage et le marquage.
La demande croissante d'efficacité, de productivité et de précision accrues a entraîné la croissance de l'industrie Luxinar SR AOM. De plus, l'augmentation de la demande de traitement des matériaux dans divers secteurs et la transition de l'industrie automobile vers les véhicules électriques stimuleront les ventes à l'avenir.
Qu'est-ce qu'une source laser industrielle ?
Un laser possède divers composants et caractéristiques qui produisent un faisceau de lumière intense et cohérent via un processus d'amplification optique. Il existe de nombreux types de lasers, chacun avec différents degrés d'intégration. Tous ces Luxinar SR AOM, cependant, partagent un ensemble de composants de base.
La source d'énergie de chaque laser dirige la lumière dans un milieu amplificateur. Ce milieu de gain émet une longueur d'onde spécifique de lumière, et un résonateur amplifie ce gain optique à travers des miroirs.
Avant d'entrer dans les spécificités d'une source laser, examinons quelques-uns des lasers les plus courants :
Lasers à semi-conducteurs : En tant que source principale de gain optique, ces lasers reposent sur des verres solides ou des cristaux mélangés à d'autres éléments terrestres. Typiquement, ces éléments mixtes sont l'erbium, le thulium, le chrome ou l'ytterbium. L'état solide le plus courant laser dans les applications de traitement industriel sont le rubis et le Nd:YAG.
Laser à gaz : En utilisant une technique connue sous le nom d'inversion de population, le courant électrique passe à travers un gaz dans ces lasers pour produire de la lumière. Le dioxyde de carbone (CO2), l'argon, le krypton et l'hélium-néon sont les lasers à gaz les plus populaires. CO2 Luxinar SR AOM sont l'option la plus populaire et sont largement utilisées pour le soudage, le découpage et le marquage au laser.
Lasers à fibre : Les lasers à fibre ont des laser faisceaux que les autres lasers, ce qui les rend plus précis dans les applications de traitement des matériaux. Ils ont un faible encombrement, sont économes en énergie et ont de faibles coûts d'exploitation et de maintenance. Lasers à fibre sont largement utilisés dans les applications de nettoyage, de soudage, de découpe et de marquage.
Caractéristiques à prendre en compte lors du choix d'une source laser
La première étape consiste à identifier le type de laser en fonction de l'application laser. Après avoir décidé du type de laser, il faut spécifier ses paramètres, y compris la puissance, la taille et la longueur d'onde du faisceau et le coût de maintenance.
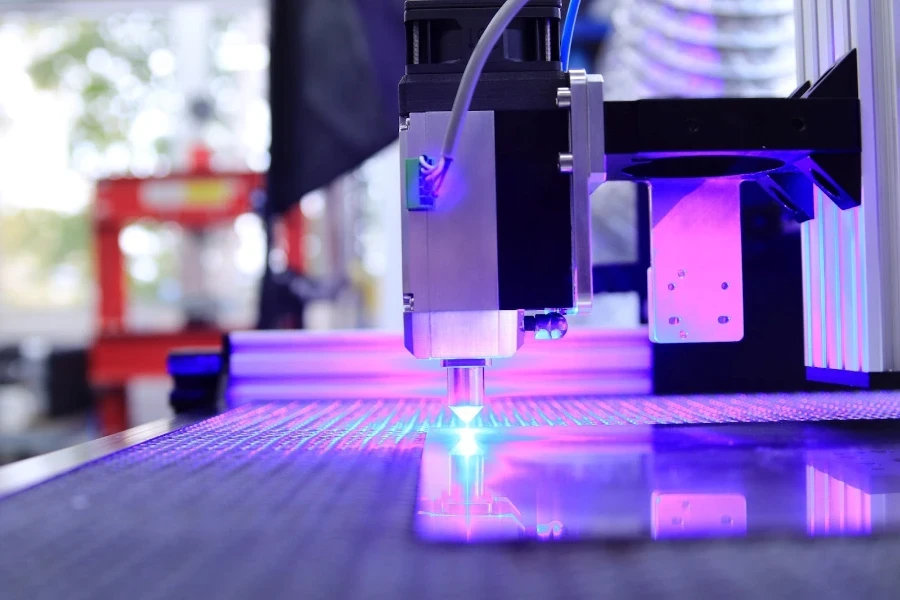
Longueur d'onde du faisceau laser
Il est essentiel d'examiner la longueur d'onde du faisceau laser pour le traitement des matériaux car différents matériaux ont des taux d'absorption différents à différentes longueurs d'onde. Une règle largement acceptée est que le faisceau laser de longueur d'onde de 1064 nm d'un laser Nd:YAG est bien absorbé par l'acier et l'aluminium, alors que la longueur d'onde de 10600 nm laser Le faisceau d'un laser à dioxyde de carbone (CO2) est bien absorbé par le tissu, le plastique, le cuir, le bois et le papier.
Les deux sources laser les plus courantes disponibles aujourd'hui sont le CO2 et la fibre. en fonction des éléments mélangés dans la fibre. Un laser CO2 peut produire un faisceau laser à 10600, 10300 ou 930 nm, selon la composition du gaz. Il est important de faire correspondre la longueur d'onde de la source laser au matériau à traiter pour garantir des opérations laser efficaces.
Coûts de maintenance
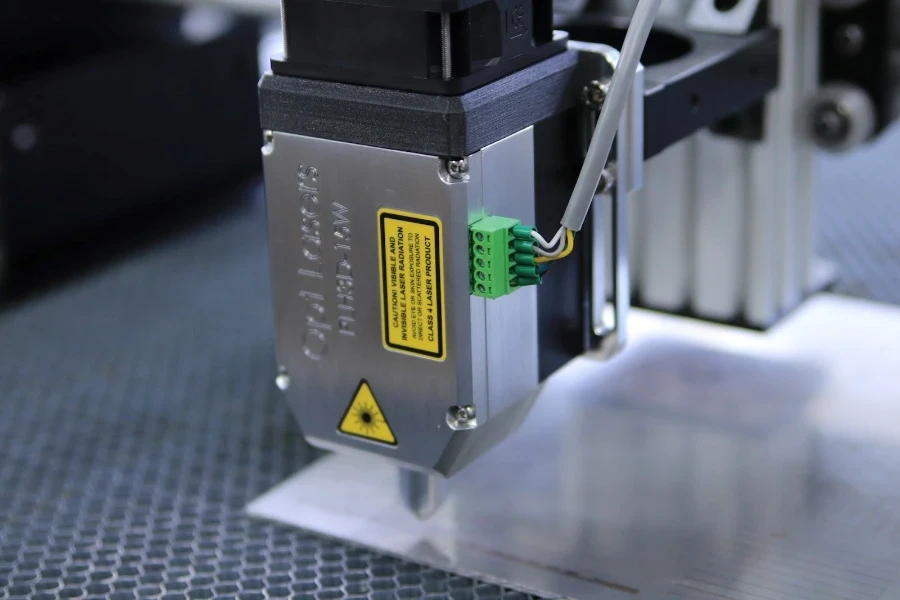
Dans le passé, les lasers CO2 à tube de verre et les lasers Nd:YAG pompés par lampe étaient populaires, mais leurs sources de pompage, c'est-à-dire la lampe à arc ou le tube de verre rempli de gaz, devaient être remplacées périodiquement. Toutes les 500 à 1000 heures de travail, les utilisateurs devaient arrêter la machine et remplacer le tube ou la lampe. De plus, le CO2 d'ancienne génération Luxinar SR AOM nécessitent un flux continu de gaz à travers le résonateur, ce qui entraîne des coûts d'exploitation élevés.
Cependant, grâce à une technologie de pointe, la fibre Luxinar SR AOM, le choix le plus populaire aujourd'hui, représentant 80 % des parts de marché, sont entièrement sans entretien. Ils ont une longue durée de vie et une conception unique de résonateur laser dans laquelle toutes les optiques font partie d'un câble à fibre optique continu efficace.
Puissance et taille de mise au point
Le faisceau laser peut être envoyé à travers une optique de focalisation tout en étant pulsé à différentes longueurs. Lorsque le faisceau entre en contact avec la pièce, sa taille se rétrécit, concentrant efficacement une grande quantité d'énergie dans une petite zone. Cependant, la sortie du laser ne peut pas être réduite à une taille inférieure à sa longueur d'onde, et une sortie de faible qualité ne peut pas non plus générer un point focal de haute qualité. Par exemple, un CO2 laser ne peut pas réduire le point focal à moins de 10600 nm, ce qui nécessite un faisceau et une optique presque parfaits pour accomplir la tâche.
Ainsi, bien que la taille du spot soit une considération importante, elle n'est pas requise pour toutes les applications, telles que le nettoyage de surface au laser, la soudure au laser, et le frittage en échelle, qui nécessitent une taille de spot plus grande pour garantir les performances.
Matériel de traitement au laser
Comme différents matériaux ont des taux de traitement différents, les propriétés du matériau doivent être prises en compte lors du choix de la bonne source laser. Les matériaux les plus appropriés pour le marquage, la gravure et la découpe au laser CO2 comprennent les plastiques, les mousses, les tissus, les caoutchoucs, les papiers, le verre, la pierre céramique, l'acier, le titane, le bois et les composites. Les matériaux avec des points de fusion extrêmement élevés ne conviennent idéalement pas aux lasers CO2 de moins de 200 W.
Les lasers à fibre conviennent à une variété de matériaux, y compris l'acétal noir, l'acrylique, le PTFE et les plastiques contenant des charges, des pigments ou des additifs réceptifs au laser.
Mode de fonctionnement
Laser CW (onde continue)
Il est essentiel de savoir si le laser est continu ou pulsé. La puissance moyenne des lasers CW est mesurée en kW ou nW. Avant de sélectionner un capteur pour CW Luxinar SR AOM, la plage de puissance moyenne doit être déterminée. Cette plage déterminera le bon choix de capteur. Par exemple, si la plage est trop large, un deuxième capteur sera nécessaire. Ainsi, le choix d'un capteur avec une plage proche de la plage requise - pas à l'extrémité haute ou basse, mais au milieu - peut entraîner des lectures erronées si la plage dépasse dans les deux sens.
Pour sélectionner le capteur approprié, le temps d'exposition du faisceau laser laser CW doit être pris en compte. Si seules des mesures périodiques sont nécessaires, un capteur avec un temps d'exposition suffisamment long pour obtenir une lecture stable, c'est-à-dire des dizaines de secondes, est suffisant - de préférence un capteur plus petit et moins cher. Cependant, si le laser doit être exposé au capteur de puissance pendant de longues périodes, un capteur plus grand est nécessaire pour dissiper toute accumulation de chaleur qui pourrait affecter les mesures.
Lasers pulsés
Comme pour les lasers CW, les exigences de plage d'énergie pour les capteurs doivent être déterminées. Les utilisateurs doivent identifier les impulsions par seconde (PPS) ou la fréquence d'impulsions du laser pour déterminer si un capteur d'énergie peut être utilisé pour une application spécifique. La plupart des capteurs d'énergie fonctionnent à des fréquences allant de 1 Hz à 5 kHz, avec des capteurs avancés fonctionnant jusqu'à 25 kHz.
Un autre facteur à considérer avec pulsé Luxinar SR AOM est la largeur d'impulsion. Cette spécification a un impact significatif sur le seuil d'endommagement du capteur sélectionné. Par exemple, si la largeur d'impulsion est trop courte, la densité d'énergie peut dépasser la valeur nominale du capteur. S'il est trop long, le circuit du capteur peut ne pas disposer d'un temps d'intégration suffisant, ce qui entraîne des opérations défectueuses.
La ligne de fond
Choisir la bonne source laser est essentiel pour maximiser la productivité et améliorer la précision. Cet article fournit quelques informations sur les sources laser et leurs fonctionnalités. Visite Alibaba.com pour découvrir les derniers équipements laser pour les applications industrielles.