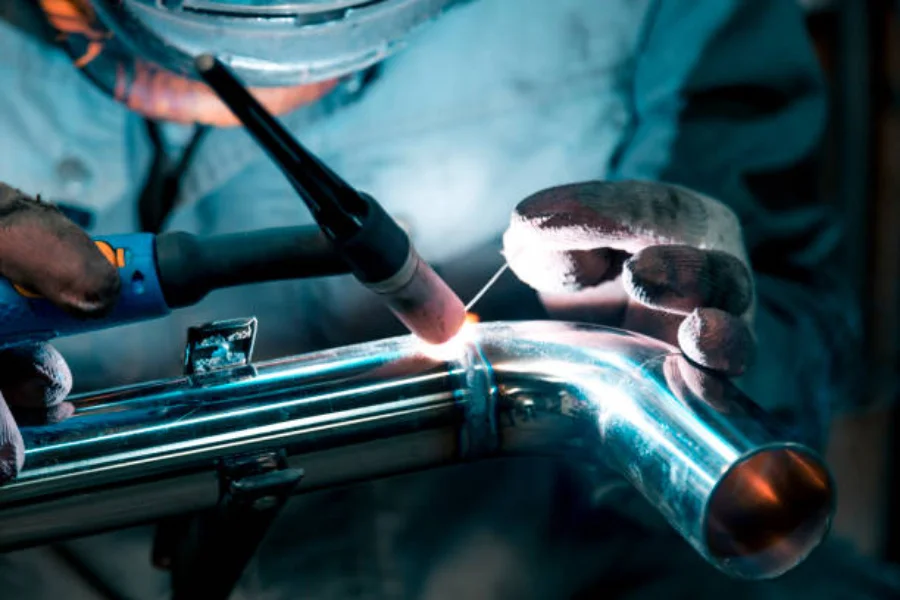
MIG ve TIG kaynak yöntemleri, kaynağı oluşturan bir elektrik arkı ve koruyucu gaz kullanarak metalleri birleştirir. Birçok yönden benzer olsalar da onları ayıran özelliklere sahiptirler. Bu yöntemlerin her birinin kendi artıları ve eksileri olduğundan, hangi yöntemin kullanılacağına karar vermeden önce tüm bilgilere sahip olmak önemlidir.
Bu makale, MIG ve TIG kaynak yöntemleri arasındaki temel farkları vurgulayacaktır. Ek olarak, ilgili artılarını ve eksilerini tartışacaktır.
İçindekiler
MIG kaynağı nedir?
TIG kaynağı nedir?
MIG ve TIG kaynağı arasındaki fark
Sonuç
MIG kaynağı nedir?

Metal inert gaz kaynak aynı zamanda gaz metal ark kaynağı (GMAW) olarak da adlandırılır. Bu işlem, bir sarf malzemesi tel elektrot dolgu malzemesi ile kaynak oluşturmak için yarı otomatik veya tam otomatik bir ark kullanır. Ayrıca kaynağı korumak, kaynak penetrasyonunu artırmak ve kaynak boncuk gözenekliliğini en aza indirmek için bir koruyucu gaz kullanır.
Koruyucu gaz ve elektrot, içinden beslenir. kaynak meşale veya silah. Koruyucu gazın bir kombinasyonu, %75 argon ve %25 karbon dioksit içerir. Kaynak işlemindeki malzemelere ve iş parçasının boyutu, kalınlığı gibi diğer değişkenlere bağlı olarak başka karışımlar da kullanılabilir. Sürekli tüketilebilir tel elektrodun çapı, birleştirilecek metal türlerine, bağlantı konfigürasyonuna ve parça kalınlığına göre değişir. Elektrot, metali birleştirmek için yeterli kaynak sağlamak üzere tel besleme hızı (WFS) ayarları tarafından belirlenen bir hızda kaynağa beslenir.
Artılar
– Kaynaklar için daha kısa üretim süresi
– Malzemeler kolayca bulunabildiğinden daha düşük maliyetler
– Öğrenmesi ve zor açılarda kaynak yapması daha kolay
– Çok az veya hiç temizlik ve son işlem gerektirmeyen kaynaklar oluşturmak daha kolay
Eksiler
– Daha az hassasiyet ve güç nedeniyle daha az dayanıklı kaynaklar
– Estetik açıdan daha az hoşa giden kaynaklar
– Kaynak parçalarını kontrol etmek daha zor
– Kaynakçılar dumandan korunmaya ihtiyaç duyar
TIG kaynağı nedir?

tungsten inert gaz kaynak aynı zamanda gaz tungsten ark kaynağı (GTAW) olarak da adlandırılır. İşlem, ayrı bir sarf malzemesi dolgu malzemesi ile birlikte bir ark ve tüketilemez bir tungsten elektrot kullanır. Bu dolgu, kaynak havuzuna elle beslenen bir çubuktur; bu nedenle, biri tungsteni, diğeri dolgu çubuğunu tutarken iki el de kullanılır.
Yapılan kaynak, dolgu çubuğunun bileşimini ve boyutunu belirler. TIG kaynak işlemi, %100 argon olan bir koruyucu gaz kullanır. Karbondioksit yol açtığı için kullanılmaz. tungsten elektrotu zamanından önce aşındıran ve kaynağı kirleten oksit oluşumu. Bu işlem ayrıca operatörün amperi kontrol etmesi ve kaynak sırasında ısıyı ayarlaması için bir ayak pedalına ihtiyaç duyar.
Artılar
– Çok çeşitli ince ve küçük metalleri birleştirebilen çok yönlü kaynaklar
– Daha sağlam, estetik açıdan hoş ve hassas kaynaklar
– Dolgu malzemesi isteğe bağlıdır
Eksiler
– Daha fazla hazırlık çalışması nedeniyle daha yavaş, artan üretim süreleri
– Daha fazla bileşen ve zaman gerektirdiğinden pahalı süreç
– Kesin ve doğru bir kaynak yapmayı öğrenmesi zor
MIG ve TIG kaynağı arasındaki fark
1. Maliyet

Bir boncuğun fit başına maliyeti göz önüne alındığında, TIG kaynağının maliyeti MIG kaynağından daha fazladır. Kiralaması maliyetli olan daha deneyimli operatörler gerektiren TIG kaynaklarında daha düşük kaplama oranları vardır. Süreç aynı zamanda daha fazla hazırlık çalışması gerektirir ve bu da toplam maliyeti yükseltir. Ek olarak, MIG kaynak malzemeleri ve ekipmanı TIG'den daha ucuz olma eğilimindedir. Tüm bu faktörler, TIG kaynaklarının MIG kaynaklarına göre daha maliyetli olduğunu göstermektedir.
2. hız
Hava soğutmalı MIG kaynak makineleri, dolgu malzemesini otomatik olarak kaynak havuzuna besler ve ısıyı kolayca dağıtan daha geniş ve yuvarlak bir arka sahiptir. Sonuç olarak, operatörler aşırı ısınma olmadan daha uzun çalışmalar yaparken kaynak birikintisini daha hızlı hareket ettirir.
Öte yandan, TIG kaynakçıları, kaynak birikintisini o kadar hızlı hareket ettiremedikleri için MIG kaynak hızlarını aşmak için yeterli dolgu çubuğu tedarik edemezler. Ayrıca, TIG kaynağındaki hava soğutmalı torçlar, uzun süreli kaynak çalışmaları sırasında genellikle çok ısınır. Tipik olarak, soğumaları veya daha pahalı su soğutmalı torçlarla değiştirilmeleri gerekir.
3. Uygulanabilir malzeme
Malzeme seçimi söz konusu olduğunda TIG ve MIG arasında hafif bir fark vardır. Her iki ark kaynağı yöntemi de karbon çeliği, alüminyum ve paslanmaz çelik gibi çok çeşitli metaller için uygundur. Ancak TIG kaynağı ince metallerde daha iyi performans gösterirken, MIG kaynağı kalın metaller için uygundur. Ek olarak, TIG kaynağı, iş parçasının tahribatını sınırlayan daha iyi çalışma kontrolü sunar.
4. Kaynak gücü
TIG kaynakları, MIG kaynağı tarafından üretilenlerden daha güçlüdür. Bunun nedeni, TIG kaynakçılarının metale daha iyi nüfuz etmesini sağlayan dar ve odaklanmış bir ark oluşturmasıdır. Ayrıca, TIG kaynak dikişleri doğru uygulanırsa birkaç delik ve kaynağı zayıflatabilecek diğer olası kusurları içerir.
Bununla birlikte, MIG kaynakları, bağlantıya V şeklinde bir oluk keserek veya taşlayarak iyi metal penetrasyonu ile güçlü kaynaklar oluşturabilir. Bu, penetrasyonu iyileştirmek için kaynak işlemine başlamadan önce yapılmalıdır. Ek olarak, bir alıcı, MIG kaynaklarının gücünü artırmak için iyi hareket hızından ve torçtan yararlanabilir.
5. İşlem zorluğu
MIG kaynak işleminin öğrenilmesi, TIG kaynağına göre daha kolaydır. Bunun nedeni, TIG kaynağının, birinin kaynak torcunu hareket ettirdiği ve diğerinin dolgu çubuğunu kaynak havuzuna beslediği iki elin kullanımını içermesidir. Ayrıca amperajı kontrol etmek için kullanılan bir ayak pedalı bulunmaktadır. İstenen kaynağı elde etmek için tüm bu hareketlerin senkronize edilmesi gerekir ve bu nedenle ustalaşması zor olabilir.
TIG, birleştirilen metallerin işlem için iyi bir şekilde temizlenmesi ve hazırlanması gerektiğinden daha gelişmiş bir kaynak işlemidir. Aksine, MIG kaynağında ustalaşmak daha kolaydır. Kontrol edilecek bir ayak pedalı yoktur ve dolgu malzemesi otomatik olarak kaynak tabancasına beslenir, bu da kaynağı oluşturmak için yalnızca bir el gerektirir.
6. Elektrot
The elektrot MIG veya TIG'de kullanılanlar farklıdır. MIG kaynak işlemi, iki metal parçasını birleştirirken sürekli beslenen bir sarf malzemesi teli kullanır. Öte yandan TIG, ayrı bir dolgu metali ile birlikte tüketilemeyen bir tungsten elektrot kullanır. Sonuç olarak alıcılar, bir elin torçta, diğer elin dolgu malzemesi üzerinde olması gereken kaynak olan TIG'in aksine, MIG kaynağı yapmak için bir elini kullanacaklardır.
7. Güç kaynağı
MIG kaynağında, elektrik arkında kararlılık oluşturmak için bir doğru akım (DC) kaynağı kullanılır. Güç aynı zamanda metallerin yeterince nüfuz etmesini sağlar. Buna karşılık, TIG kaynağı hem alternatif akım (AC) hem de doğru akım (DC) güç kaynaklarından güç çekebildiği için çok yönlülük sunar. Bununla birlikte, gücün seçimi, madenler kaynak havuzundaki sıçrama miktarı ve istenen elektrik arkı.
8. Kaynak estetiği
TIG kaynakları, MIG kaynaklarına kıyasla daha iyi estetik nitelikler sergiler. TIG kaynaklarında, renk bozulmasını tamamlamak ve gidermek için yalnızca hafif cilalama gerektiren çok az veya hiç sıçrama yoktur. Örneğin, TIG kaynaklı madeni paralar estetik açıdan en hoş kaynak haline getirilir ve boyanmamış kaynakların daha iyi görünmesini sağlamak için kullanılabilir.
Buna karşılık, MIG kaynakları görünüşte daha az arzu edilir. İyi görünümlü MIG kaynak parçaları oluşturmak için deneyimli kaynakçılar gerekir. MIG kaynakları, görünümün o kadar da önemli olmadığı uygulamalar için uygundur. Ek olarak, ek yerinin görünümünü kapatmak için kaynakların kaplanacağı yerlerde estetiğe gerek yoktur.
Sonuç
Açıkçası, hem MIG hem de TIG, uygulama koşullarına bağlı olarak her iki kaynak işleminin de avantaj ve dezavantajlarına sahip olduğundan, diğerinden daha iyi kabul edilebilir. MIG genellikle daha kolay ve daha hızlı öğrenilirken, TIG'in daha yüksek kaliteli kaynaklar ürettiği kabul edilir. Bununla birlikte, her iki durumda da istisnalar olabilir ve bir alıcının seçimi, ele alınan görevlere bağlıdır. Alıcılar, projeleri akıllarında tutmalı ve bilinçli kaynak seçimleri yapmak için maliyet, malzeme türü, ekipman ve son işleme ihtiyaçları gibi çeşitli faktörleri göz önünde bulundurmalıdır. Kaynak için kaliteli ekipman bulmak için şu adresi ziyaret edin: Alibaba.com.