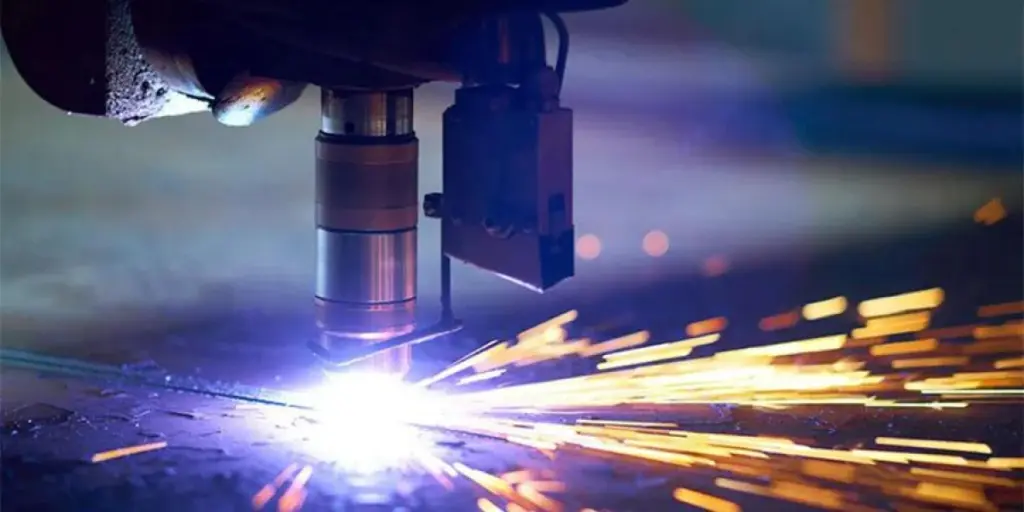
この記事では、プラズマ切断の品質に寄与する最も重要な要素について説明します。
中ガス
切断加工にはガスを使用します。 このプロセスには、複数のガス、たとえば一次ガスと第二ガスが含まれる場合があります。 現在、空気は比較的安価であるため、媒体ガスとして広く使用されている。 一部の機器にはアーク開始ガスも必要です。 実際の加工方法は、ワークの材質や厚さ、切断方法によって異なります。
媒体ガスはプラズマジェットを形成し、切断プロセスで生成された溶融金属や酸化物を除去するために使用されます。 ガス流が過剰になると、より多くのアーク熱が奪われ、ジェットの長さが短くなり、切断能力が低下し、アークが不安定になります。 ガス流量が少なすぎると、プラズマ アークの直進性と切断強度が失われます。 切り込みが浅くなり、ノロが発生しやすくなります。 したがって、ガスの流れは切断電流と速度に適合する必要があります。 プラズマ アーク切断機は、トーチの開口部が固定されている場合、ガス圧力によって流量も制御されるため、主にガス圧力に依存して流量を制御します。 一定の厚さの材料を切断するために使用されるガス圧力は、通常、顧客の要求仕様に従って選択されます。 特定の特殊な用途では、ガス圧力を決定するためにテストを実行する必要があります。 最も一般的に使用されるガスには、アルゴン、窒素、酸素、空気、H35、およびアルゴンと窒素の混合ガスが含まれます。
A: 空気には約 78% の窒素が含まれています。 空気による切断では、体積の点で、窒素による切断と非常によく似た一種のスラグが生成されます。 空気には約 21% の酸素も含まれています。 酸素が存在すると、切断プロセスが速くなります。 低炭素鋼材の高速切断も可能です。 さらに、空気はコストが低く、非常に入手しやすい資源です。 これらの事実により、空気は媒体ガスとして広く採用されています。 ただし、空気のみを使用して切断することには欠点があります。 スラグ、カット酸化、窒素増加など。 さらに、電極とノズルの寿命が短くなると、生産性に悪影響が生じ、コストが上昇する可能性があります。
B. 酸素は軟鋼材料の切断速度を高めることができます。 この意味で、酸素を使用した切断は火炎切断と非常に似ています。 高温、高エネルギーのプラズマ アークにより、切断プロセスが高速化されます。 ただし、電極の寿命を延ばすには、高温酸化に耐え、アーク放電時の衝撃から保護された電極を使用してこのプロセスを実行する必要があります。
水素は通常、他のガスと混合する補助ガスとして使用されます。 例えば、よく知られているガス H35 は、水素 35% とアルゴン 65% の混合ガスであり、水素の存在によりプラズマ アーク切断強度が強いガスの 70 つです。 水素はアーク電圧を大幅に上昇させる可能性があるため、水素プラズマ ジェットのエンタルピー値は高くなります。 アルゴンと混合するとプラズマジェット切断強度が大幅に向上します。 一般的に板厚XNUMXmm以上の金属材料の場合、ガスとしてアルゴン+水素が使用されることが多いです。 ウォータージェットを使用してアルゴン+水素プラズマアークをさらに圧縮すると、より高い切断効率も達成できます。
D. 窒素は一般的に使用されるガスです。 高電圧で駆動される窒素プラズマ アークは、ステンレス鋼などの高粘度材料を含む液体金属を切断する場合でも、アルゴンよりも安定性が高く、ジェット エネルギーが高くなります。 ニッケル基合金の切削では、切込み下端に発生するドロスの量も少ないです。 窒素は単独で使用することも、他のガスと混合して使用することもできます。 たとえば、自動切断プロセスでは、媒体ガスとして窒素と空気がよく使用されます。 これら XNUMX つのガスは、炭素鋼の高速切断に推奨されるオプションとなっています。 場合によっては、酸素プラズマ アーク切断の開始ガスとして窒素も使用されます。
E. アルゴンガスは高温でも金属とほとんど反応せず、アルゴンプラズマアークは非常に安定しています。 さらに、使用されるノズルと電極は長寿命です。 しかし、アルゴンプラズマアークの電圧は低く、エンタルピー値は高くなく、切断強度には限界があります。 エアーカットに比べ、カット厚が約25%薄くなります。 また、アルゴンガス保護環境では溶融金属の表面張力が相対的に大きく、窒素環境に比べて約30%高いため、より多くのスラグが発生します。 アルゴンと他のガスの混合ガスを使用した切断でも、スラグが発生する可能性があります。 したがって、プラズマ切断に純粋なアルゴンが単独で使用されることはほとんどありません。
切削速度
プラズマ切断機を購入する際には、切断速度も重要な考慮事項となります。 各プラズマ切断システムには設計された速度範囲があります。 ユーザーは、製品の説明書に従って、またはテストを実行することによって速度を調整できます。 一般に速度は、ワークの厚さ、材質、融点、熱伝導率、溶解後の表面張力などの要因で決まります。
切断速度を適度に高めると、切断の品質が向上します。 切断幅が若干狭くなり、切断面が滑らかになり、変形の可能性が低くなります。
切削速度が高すぎると、切削の直線エネルギーが必要なエネルギーよりも低くなる可能性があります。 スリット内のジェットは溶融物をすぐに吹き飛ばすことができないため、大量の引きずり抵抗が形成されます。
切削速度が低すぎると過熱が発生します。 プラズマ アークの陽極は、実際に切断が発生する場所です。 したがって、アーク自体の安定性を維持するために、CNC スポットは必然的にアークに最も近いスリット付近で伝導電流になります。 このようにして、ジェットはより多くの熱を半径方向に伝達します。 この場合、切開範囲が広がります。 切り込みの両側の溶けた材料が下端に沿って集まって固まり、掃除が難しいスラグを形成します。また、切り込みの上端は加熱されて溶けて丸い角が形成されます。
速度が極度に低い場合には、切り込みが広すぎるためにアークが消滅することさえある。
電流プローブ
電流(アンペア数)によって切断の厚さと速度が決まります。 したがって、電流は高品質の高速切断を実行するための重要な要素です。 具体的には、電流は次の側面に影響を与えます。
- 電流が大きくなると、システムはより高いアークエネルギー、より高い切断強度、より高い切断速度を生成します。
- 電流が大きくなると、システムはより大きな直径のアークを生成し、より厚い切断を生成します。
- ただし、過剰な電流はノズルに異常な熱負荷を与えます。 これによりノズルの寿命が短くなり、切断品質に悪影響を及ぼします。
プラズマ切断システムの電源は、切断に予定されているアンペア数と一致する必要があります。 十分なアンペア数を超えると、不必要なコストが発生します。 ただし、アンペア数が小さすぎると、切断性能に悪影響を及ぼすだけでなく、切断システムが損傷する可能性があります。
ノズル高さ
ノズル高さとは、ノズル端面とワーク間の距離を指し、円弧全体の長さの一部になります。 プラズマアーク切断には通常、定電流または急降下外部電源が使用されます。
高さを高くすることによる影響:
ノズルの高さを高くしてもアンペア数はほとんど変わりません。 しかしながら、アーク長が増加すると、アーク電圧が増加し、したがってアーク電力が増加する。 同時に、アークが長くなると、周囲への露出が増えるため、エネルギー損失も大きくなります。 このエネルギー損失により、必然的に有効切削エネルギーが低下し、切削強度が低下します。 この場合、切断ジェットの噴射力が弱まるため、切り込みの下端にスラグが多く残り、上端が溶けすぎて角が丸くなる場合があります。 また、プラズマジェットの形状を考慮すると、トーチ口を出た後はジェットの径が外側に広がり、ノズルの高さが高くなると切断幅も必然的に大きくなります。 したがって、切断速度と切断品質を向上させるために、ユーザーは通常、できるだけ低いノズル高さを選択します。
身長が低いことによる影響
ただし、ノズル高さが低すぎるとダブルアーク現象が発生する場合があります。 セラミック製の外側ノズルを使用すると、ノズルの高さをゼロに設定できます。 ノズル端面がワークに直接接触するため、高品質な切断が可能です。
アークパワー
高圧縮プラズマアークを形成するため、ノズル口径を小さくし、穴長を長くし、冷却効果を強化しています。 これにより、ノズルの有効断面を通過する電流が増加し、アークの出力密度が増加します。 ただし、圧縮率が高くなると、アークの電力損失も増加します。 したがって、切断に使用される有効エネルギーは電源が出力する電力よりも小さくなります。 損失率は通常 25% ~ 50% です。 水圧縮プラズマ アークなどの特定の方法では、エネルギー損失率が大きくなります。 切断プロセスを設計し、コストを計画する際にも、このことを考慮する必要があります。
ほとんどの産業用途では、厚さ 50 mm 未満の金属板を切断するためにプラズマ切断が使用されます。 この厚さの範囲内で従来のプラズマ アークを使用して切断すると、切断の上端に沿って切断サイズにばらつきが生じることが多く、そのため必要な追加の処理量が増加します。 酸素プラズマアークおよび窒素プラズマアークを使用して炭素鋼、アルミニウム、ステンレス鋼を切断する場合、板厚が10~25mmの範囲であれば、通常、材料が厚いほど端刃の直角度が良くなります。 刃先の角度公差は1~4°です。 板厚が1mm未満の場合、板厚が薄くなるにつれて切り込み角度の偏差が3°~4°から15°~25°と大きくなります。
一般に、プラズマ アークのエネルギーは、切断面の下部よりも上部に多く放出されると考えられています。 このエネルギー放出の不均衡は、プラズマ アークの圧縮度、切断速度、ノズルとワークピース間の距離など、多くのプロセス パラメータに密接に関係しています。 アークの圧縮を増加させると、高温プラズマ ジェットを拡張してより均一な高温領域を形成することができ、同時にジェットの速度が増加し、上部と下部のカットの幅の差を減らすことができます。 しかし、従来のノズルを過度に圧縮すると二重アークが発生することが多く、電極とノズルが消耗してプロセスが不可能になるだけでなく、切断品質の低下にもつながります。 また、速度が高すぎたり、ノズル高さが高すぎると、カットの上下幅の差が大きくなります。
ソースから スタイルcnc
免責事項: 上記の情報は、Alibaba.com とは独立して Stylecnc によって提供されます。 Alibaba.com は、販売者および製品の品質と信頼性についていかなる表明も保証も行いません。



